 Turkce
Turkce Ingilizce
Ingilizce Russian
Russian العربية
العربية Almanca
Almanca
PLASTİK GEÇİRGEN KILIFLAR
Plastik geçirgen kılıflar, tütsülenmiş salam-sucuk ürünlerinde kullanılmak üzere üretilmiştir. Tütsü geçirgenliği olan tek tabakalı plastikten oluşur.
Ürün özellikleri
Plastik geçirgen kılıflar kendilerine has özellikleri sayesinde iyi tütsü geçirgenliği, pişirme ve depolama sırasında az ağırlık kaybı sunar.
Plastik geçirgen kılıfların kullanımı ile geleneksel et ürünlerinin bilinen görünümü olan mat yüzey elde edilir. Aynı zamanda, kılıfların tütsü geçirgenliği de oldukça iyidir.
29mm'den 51 mm'ye kadar kalibreleri bulunmaktadır.
Ürün dolumuna bağlı olarak, son ürün aşağıda belirtilen kangal iç çaplarında olabilir.
75-95mm (küçük silindir şeklinde kangal tip kılıfların tüm kalibreleri için)
90-110mm (geniş silindir şeklinde kangal tip kılıfların tüm kalibreleri için)
Şeffaf, smoke, krem rengi, açık kahve, kahve, koyu kahve, bordo, kırmızı, altın sarısı, turuncu, turuncu – kırmızı renkleri mevcuttur.
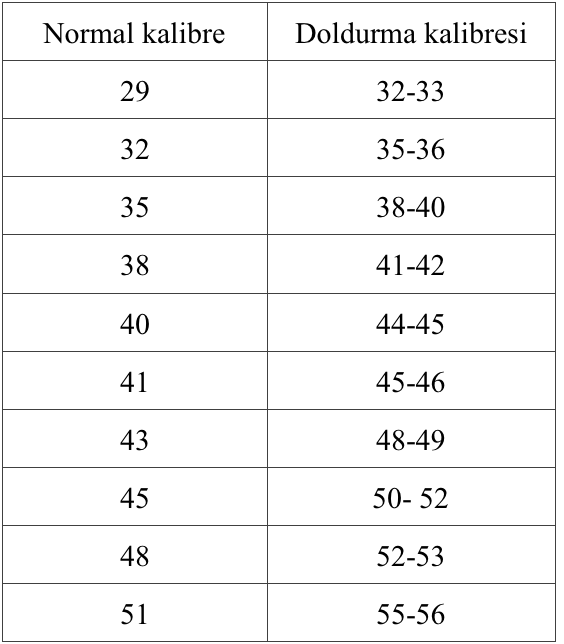
Önerilen dolum kalibreleri
Özellikler ve Avantajlar:
Plastik geçirgen kılıflar aşağıda belirtilen özelliklere sahiptir:
- Plastik geçirgen kangal kılıfların tütsü geçirgenlikleri oldukça iyidir ve bu sayede parlak kabuk yapı ve ilgi çekici bir tat ve aroma elde edilir.
- Kılıflar mekanik olarak yüksek dirençlidir. Bu durum kılıfların her tip dolum makinesinde kullanılabilmesini ve yüksek dolum kapasitelerine uyumlu olmasını için bir avantajdır.
- Kılıfların elastik yapısı, yüksek dolum kalibresi elde edilmesini sağlar.
- Plastik geçirgen kılıfların oksijen ve buhar geçirgenliği doğal, kolajen ve fibrus kılıflara göre daha düşüktür bu özellik aşağıdaki avantajları sağlamaktadır:
- Daha uzun raf ömrü
- Plastik geçirgen kılıflar doğal, kolajen veya selülozik tip kılıflarla karşılaştırıldıklarında, pişirme ve depolama sırasında nem kaybı daha azdır bu da ekonomik bir avantaj sağlar.
- Plastik geçirgen kılıfların üretiminde kullanılan polimerler doğal barsak, kolajen ve selüloz kılıflara kıyasla daha geniş sıcaklık aralığını tolere edebilir.
- Kılıflar mikrobiyolojik gelişime karşı duyarlıdır. Kılıfların üretildiği hammadde bakteriyolojik ve küf gelişimine izin vermeyen özel polimerlerden seçilmiştir. Polimerlerin bu özelliği son ürünün ve kılıfların hijyenik özellikleri açısından oldukça önemlidir.
Kullanımdan önce yapılacak ön işlemler:
Kılıfların kullanımından önce uygulanması gereken ön işlemler basit ve çok zaman almayan işlemlerdir. Kılıflara ıslatma işlemi uygulanıp uygulanamayacağı kılıfın tipine göre değil, baskı uygulanmış olan alana, ürünün reçetesine ve dolum yapılacak makinenin tipine göre değişir.
Eğer ıslatma işlemi gerekliyse, 20- 25 ºC sıcaklıkta içme suyu ile dolumdan hemen önce uygulanmalıdır. Islatma süresi 1 dakikayı geçmemeli ve ürünün büzülmesine neden olacağından dolayı çok sıcak su kullanılmamalıdır.
Eğer mümkünse, kılıfların ıslatılması kullanımdan hemen önce yapılmalıdır.
Kılıfların dolumu için kılıf kalibresine uygun çapta dolum borusu bulunmadığı durumlarda, kılıfın kıvrılma ve sarkmasını önlemek için, kılıf kullanılan dolum borusuna uygun olacak şekilde büzülmelidir. (kangalın iç kısmı operatöre gelecek şekilde)
Kılıfların üretime hazırlanması aşamasında sivri yüzeylere teması (kılıfların yırtılmasına karşı) önlenmelidir.
Dolum:
Plastik geçirgen kılıflar tam otomatik ve yarı otomatik makinelerde rahatlıkla kullanılabilir.
Dolumdan önce, dolum makinesinin kılıflara zarar verecek pürüzlü kısımların olmamasına dikkat edilmelidir. Kılıflara delme işlemi uygulanmamalıdır, aksi takdirde kılıflarda yırtılmalar meydana gelecektir.
Tütsülenmiş ve pişirilmiş et ürünlerinin kaliteleri, kesildiğinde yapısı ve sıkılığından anlaşılır. Ürünün parlak yapısının oluşmasında, dolum borusu seçimi ve kılıfın kalibresi de oldukça önemlidir. Dolum borusu mümkün olduğunca büyük olmalıdır aynı zamanda dolum borusu seçilirken kılıfın kolayca geçirilebilmesine de dikkat edilmelidir.
Dolum sırasında kılıfın içinde hava olmamasına dikkat edilmelidir.
Dolum kalibresi istenen son ürüne göre ayarlanabilir.
Salamların üzerinde kırışıklık olmaması için bizim önerimiz, ürünlerin normal kalibresinin %10 - %12 üzerinde dolum yapılmasıdır. Örneğin; 45mm'lik kılıflara dolum yapılırken 49.5- 51 mm dolum yapılmasıdır. Bu hem ürünün görünüşünü daha iyi yapacaktır hem de kılıflama kapasitenizi arttıracaktır.
Normal kalibrenin %6 - %8 üzerindeki dolumlarda ise (örneğin, 35mmlik dolumun 37- 38 mm çapa kadar dolumu) ürün ince ve yüzeyi kırışık olacak ve pişirme işleminden sonra kolajen kılıflara ya da doğal barsak kılıfa benzeyecektir.
Kılıflar, tam otomatik veya yarı otomatik klipsleme makineleri kullanılarak klipslenebilirler. Klipsleme makinesi, ek olarak klips besleme ekipmanı ve klipslenen ve dolum yapılan kılıfları toplamak için bir toplama ekipmanına sahip ve klips uzunluğunu ayarlayabilir özellikte olmalıdır. Eğer, klips besleme ekipmanı yoksa klipsler elle de beslenebilir.
Elle klipsleme sistemi kullanıldığında klipsler klipsleme makinesine büküm kısmından alınmalı, ve kılıfla birlikte klipslenmelidir.
Kılıflar dolum borusuna takılırken, bobinler klipslemenin yapıldığı kısımdan ayrı bulunmalıdır ve toplama ekipmanına gitmelidir.
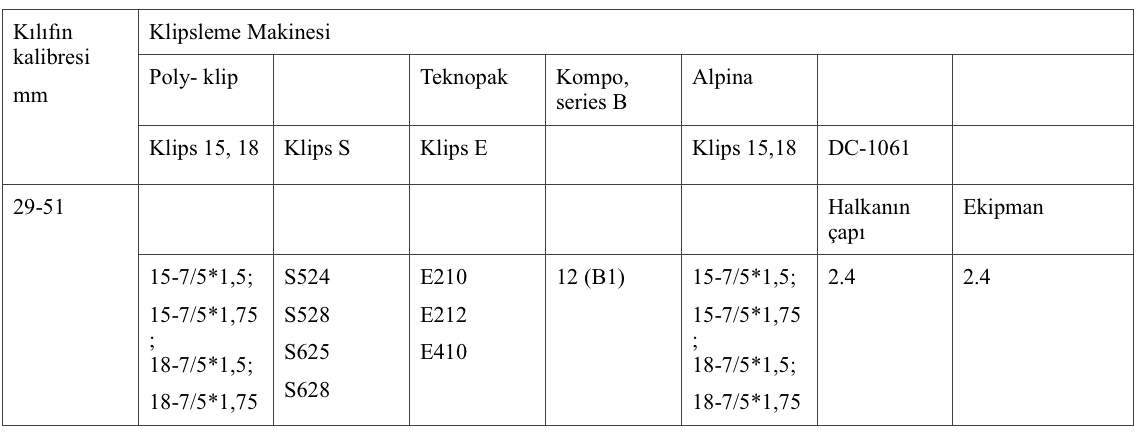
Klipsleme işleminin kılıfa zarar vermeden ve sıkı bir şekilde yapılması önemlidir. Sıkı ve güvenilir klipsleme işlemi için aşağıdaki tabloda verilen bilgileri uygulayabilirsiniz.
Önerilen klipsleme tipleri tablosu
Et kompozisyonunda ve ısı dolaplarındaki değişimlere dayanarak, plastik geçirgen kılıflarda üretilmiş tütsülenmiş ve pişirilmiş salam, sucuk ürünleri için bazı geleneksel pişirme teknolojileri bulmak mümkündür. Ayrıca pişirme teknolojisini seçerken aşağıda bahsedilen değerler de dikkate alınmalıdır.
Pişirme:
Yaş, nemli sucuklara tütsü işlemi uygulanmamalıdır, aksi takdirde ürünler donuk renkte ve yer yer benekli halde olacaktır. Bu yüzden tütsüleme işlemi her zaman kurutma işleminden sonra yapılmalıdır ki bu sayede renk gelişimi de sağlamlaştırılmış olur.
Kurutma işlemi, olgunlaştırma işleminden hemen sonra başlamalıdır. Eğer ki olgunlaştırma süresi yeterli değilse sonraki ısıtma aşaması kurutma ve ısıtma basamaklarını birlikte içermelidir.
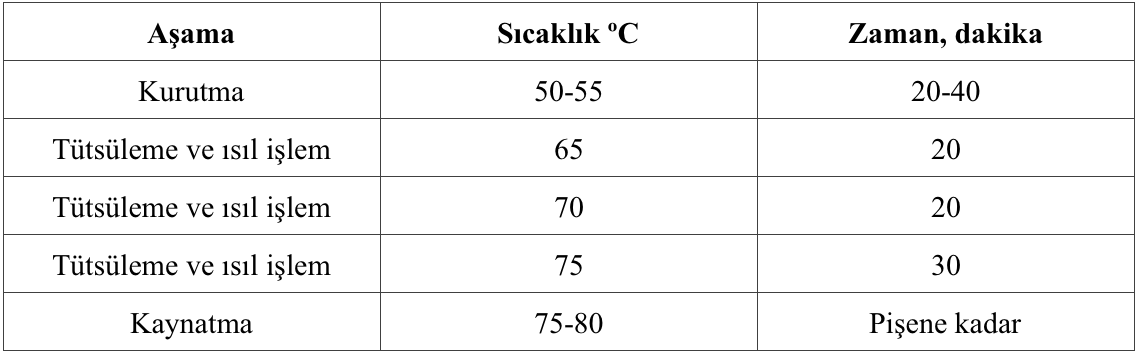
Kurutma aşamasında sıcaklık 50 ºC-55 ºC arasında olmalı, toplam süre 15-20 dakika olmalıdır.
Bağıl nem ise %50' nin altında olmalıdır. Kurutma işlemi devam ettikçe sıcaklık kademeli olarak 65 ºC-75 ºC' ye arttırılmalıdır. Bu aşama proteinler kuagüle olur ve “protein doku” oluşmaya başlar.
Bu aşamadan sonra tütsüleme aşaması gelir. Tütsüleme sıcaklığı her zaman yüksek olmalıdır. En iyi kalitede ve en keskin aromaya sahip ürünü elde etmek için ısı odalarında sıcaklık 65ºC'nin üzerine çıkmalıdır.
En iyi yüzey kabuğunu elde etmek için ise, ısı odasındaki hava devamlı ısıl işlem ve tütsüleme işlemi sırasında sirkülasyon halinde bulunmalıdır. Bu şekilde ısı odasındaki nem azalır ve ürünün yüzeyinden nem daha kolay buharlaşır.
Tütsüleme programı seçilirken sadece tat ve görünüm değil ürünün kılıfa tutunmasının da önemli bir özellik olduğu unutulmamalıdır. 80 ºC-90 ºC gibi yüksek sıcaklık ve %20 gibi düşük nem değerleri son ürünün yetersiz kabuk yapısında olmasına neden olur.
Tütsüleme süresi ve nem değeri kullanılan ısı ekipmanına göre değişir. Isı kabininin içindeki tütsü yoğunluğu arttıkça tütsü süresi kısalır. (15 dakikadan birkaç saate kadar değişebilir)
Tütsü işleminden hemen sonra kaynatma işlemi gelir. Kaynatma ile istenilen iç sıcaklığa ulaşılmaya çalışılır.
Daha keskin tütsü aroması için kaynatma işleminden sonra en az 65º C' de ikinci bir tütsüleme işlemi uygulanabilir.
Sıcaklık, nem, ısıtma ve kaynatma süresi değerleri değiştirilerek son ürünün renk ve tat gelişimi ve ağırlık kaybı ayarlanabilir.
Düşey ısı kabinlerinde pişirme işlemi
Bu tip ısıtma – tütsüleme ekipmanlarının kontrol sistemleri yoktur. Bu tip kabinlerin içinde tütsü ürünün yüzeyinde düşey olarak hareket eder ki bu yön en kötü yöndür. Eğer türbülant akış uygulanıyorsa, tütsünün kabin içindeki akış hızı hep yüksek tutulmalıdır. Bununla birlikte, çok yüksek hızın tütsünün kabin dışına çıkmasına neden olacağı ve azalan tütsüden dolayı renk ve tat kaybı olabileceği unutulmamalıdır. En uygun tütsü akış hızı 0,12-0,25 m/s’dir.
Ayrıca 45 kalibreli tütsülenmiş ürünler için aşağıdaki tabloda bizim önerdiğimiz değerleri bulabilirsiniz.
Çok fonksiyonlu kabinlerde pişirme işlemi
Tütsüleme ve ısıl işlem, kaynatma, soğutma işlemleri için optimum şartlar en iyi programlanabilir (otomatik) ısı kabinlerinde uygulanır.
Çok fonksiyonlu ısı kabinleri nem, tütsü ve sıcaklık gibi üretim değerlerinin kolaylıkla ölçülmesini sağlar ve bu sayede standart kalitede tütsüleme uygulanabilir.
Tütsüleme çok fonksiyonlu kabinlerde 3 şekilde uygulanabilir;
- Konveksiyon yolu ile tütsüleme
- Buhar yolu ile tütsüleme (buhar istenen sıcaklığa yükseltilir,ve talaş içinden geçirilir).
- Sıvı tütsüyü yaymak yolu ile tütsüleme.
Değişik yolları denemek de iyi sonuçlar verebilir. Fakat, yapılan son araştırmaların da ispatladığı üzere tütsünün kalitesindeki değişiklikler, tütsünün sıcaklığına, havanın nemine, akış hızı ve akış tipine de bağlıdır. Ayrıca, tütsünün içerdiği nem miktarı da olukça önemli bir kriterdir.
Buhar yolu ile tütsüleme ve sıvı tütsüleme işlemleri aşağıda sıralanan nedenlerle bugünün en iyi tütsüleme yöntemleri olarak kabul edilir.
- Ürüne bu tütsüleme yöntemlerinin uygulanması, tütsü karışımının stabilizasyonunu sağlar, benzopirenler gibi zararlı bileşenleri minimize eder.
- Tütsü bileşenleri konveksiyonel tütsülemeye kıyasla kılıflardan içeriye daha rahat girer. Et ürünlerinin sıcaklığı, buhar - tütsü karışımının sıcaklığından daha düşüktür; bu da buhar ve tütsü karışımının ürünlerin yüzeyinde kolaylıkla yoğunlaşmasını sağlar. Bütün tütsüleme aşaması konveksiyonel tütsüleme işlemine göre daha kısa zaman sürer. Bu özellik de istenilen renk ve tada daha kısa sürede ulaşmasını sağlar. Buhar yolu ile tütsülemede oluşan renk daha kalıcıdır.
- Buharın yüksek ısı iletim yeteneği pişirme sıcaklığının daha düşük ve pişirme süresinin daha kısa olmasını sağlar.
- Kabin içine verilen yoğun buhar daha az ağırlık kaybını sağlar.
Önerimiz, uygulanana kurutma işleminin uzun yapılmasıdır. (ısıl işlemden daha uzun ve tütsüleme uygulamadan) ki bu sayede daha iyi ürün rengi ve yüzeyde daha sert kabuk oluşumunun meydana gelir.
Konveksiyonel tütsüleme, tütsülenmiş ve kaynatılmış ürünlerin üretiminde en yaygın kullanılan yöntemdir. Kurutma – pişirmenin ilk aşaması- iki kısımda incelebilir. Isıtma ve kurutma 55ºC- 65ºC sıcaklık aralığında, %50 nem altında. Bu aşama toplam 30-40 dakika sürer (ısıtma için 15 -20 dk ve 15-20 dk kurutma için). Bu aşama renk gelişiminin gerçekleştiği ve ürünün içindeki nem kaybı ile yüzeyde proteinlerin koagüle olduğu aşamadır. Bu sebeple ki iyi havalandırma yapılması ürün ve ortam arasındaki nem dengesinin oluşması açısından önemlidir.
Diğer aşama, 65ºC-75ºC sıcaklıkta ve %40-% 50 bağıl nemde uygulanan tütsüleme işlemidir. Bu işlem ürünün içindeki nemin uzaklaşmasını sağlamak amacı ile iyi havalandırma altında yapılamalıdır. Toplam tütsüleme süresi,yüksek yoğunluklu tütsü uygulamalarında 40-60dk'dan daha kısa olmamalıdır.
Kaynatma, ürün tamamı pişene kadar kaynatma uygulanmalıdır. (örneğin ürünün iç sıcaklığı 72ºC'ye ulaşıncaya kadar) ısı kabininin iç sıcaklığı nemi en yüksek derecede tutmak için 75ºC- 80ºC arasında olmalıdır.
Yukarıda sayılan parametrelerin hepsi, iyi kabuk oluşumunun mu yoksa ağırlık kaybının mı daha öncelikli olduğuna göre ayarlanabilir ve değiştirilebilir.
Soğutma:
Soğutma metodunu seçerken önemli olan ayrıntı, son üründe kırışık ya da gergin yüzey şekillerinden hangisinin öncelikli olarak tercih edildiğidir. Diğer bir önemli faktör de ürünün standartlarda izin verilen miktarda nem içeriğine sahip olmasıdır.
Soğutmanın, akan şebeke suyu altında, duşlama yöntemi ile ya da programlanabilir pülvarizatör yöntemlerinden biri ile yapılması, ağırlık kaybını azaltacak ve kırışıksız yüzeylerin oluşmasını sağlayacaktır. Soğutma, ürünlerin iç sıcaklığı 25-35 ºC olana dek sürdürülmelidir.
Ürünlerin soğuk hava akışı altında soğutulması ya da 15 ºC' nin altındaki ortamda 3-7 saat süresince kendi kendine soğumaya bırakılması, son ürünün düşük nem içeriğine sahip olmasına ve kırışık yüzeye sahip olmasına neden olacaktır.
Depolama ve sevkiyat:
- Kılıflar orjinal kutularında; kuru, temiz ve soğuk ortamda depolanmalıdır. Depoların sanitasyonu, et endüstrisi standartlarınca belirlenmiş şartları sağlamalıdır.
- Bizim önerimiz kılıfların paketlerinden kullanımdan hemen önce paketlerinden çıkarılmalarıdır. Kılıfların, paketlerinden yanlışlıkla çıktığı durumlarda depo koşullarında herhangi bir ıslak yüzeyle temas etmediğinden emin olun, aksi takdirde kurutma yapıldığında kılıflar yapışkanlı bir hal alacak ve bobinler açıldığında yırtılmalar meydana gelecektir.
- Taşıma ve depolama sırasında kılıflar güneş ışığından ve yüksek sıcaklıklardan uzak tutulmalıdır.
- Kılıfların herhangi bir nedenle 0ºC'nin altında tutulması durumunda, oda sıcaklığında en az 24 saat bekletilmelidir.
- Kılıfların bulunduğu kutular çarpmaya ve herhangi bir darbeye karşı korunmalıdır..
- Kılıfların üretimin her aşamasında her türlü hasardan korunmalıdır. Herhangi bir keskin ya da sivri yüzeye kılıfların teması kesinlikle önlenmelidir.
Kılıfların, depolama süresi üretimlerinden itibaren 1 yıldır. Yukarıda belirtilen basit depolama şartlarına uyulması belirtilen depolama süresince kılıfların kalitesini sabit kalmasını sağlayacaktır.